



 Dylan Hoback
Accu-Tube
Dylan Hoback
Accu-Tube
My Praxie analytics software transformed our operations, enabling data-driven decisions and streamlining our manufacturing process.
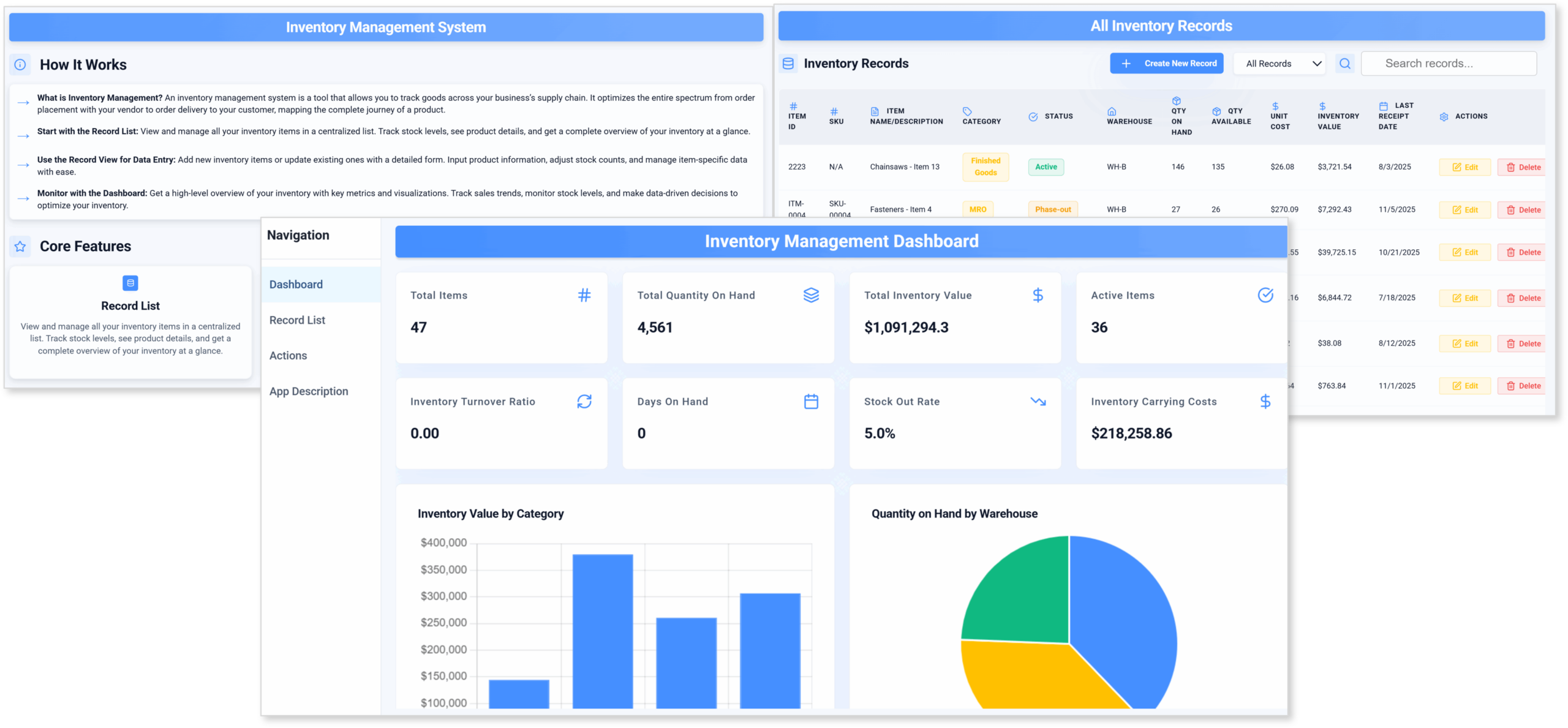
Replace spreadsheets, manual counts, and reactive expediting with AI that tracks stock in real time, forecasts what each part will need, flags shortages and excess early, and keeps production supplied.
A super fast way to see how AI inventory management works for your team.
Customer Success Stories
Dylan Hoback
Accu-Tube
“My Praxie analytics software transformed our operations, enabling data-driven decisions and streamlining our manufacturing process.
 Jason Carpenter
Environmental Pest Management
Jason Carpenter
Environmental Pest Management
“With Praxie, I found a way to take what was in documents and spreadsheets and provide my team with a visual application environment to drive our strategy with full accountability.
 Elizabeth Pridham
Perfection Fresh
Elizabeth Pridham
Perfection Fresh
“Praxie dramatically improved our process through digital transformation. We now have visibility and can drive decisions at a fraction of the time.
 Scott Russell
NUCOR Vulcraft
Scott Russell
NUCOR Vulcraft
“I would heartily recommend the Praxie team to any organization seeking to seriously undertake a lasting and successful innovation process.
 Mike Bainbridge
Dover Food Retail
Mike Bainbridge
Dover Food Retail
“Our MFG Ops application greatly improved our daily management initiatives. It is easy to see how we are doing, identify issues, and track improvements—no matter where we sit.
 Jeff Piotrowicz
ChemLink
Jeff Piotrowicz
ChemLink
“With Praxie we've created a way to report on complex projects that gives management full visibility. Executives have visibility to projects, assignments, and more at their fingertips.
 Maureen Thompson
American Nurses Association
Maureen Thompson
American Nurses Association
“Our Praxie App makes it easy to track progress on strategic objectives across the organization and includes an executive-level dashboard with real-time reports to the board on key initiatives.
 Tom Anderson
Springfield Armory
Tom Anderson
Springfield Armory
“Praxie is used every day to track and analyze every aspect of production, quality, safety, and more. We improved quality by 10%.
 Peggie Pelosi
Innovators Alliance
Peggie Pelosi
Innovators Alliance
“Almost overnight, Praxie created a customized solution for our 100 member organizations across Canada to drive strategy and innovation.
 Kate Merton
Anthem
Kate Merton
Anthem
“Praxie's innovation solution stood out from other options because it can be customized so quickly to fit our exact process requirements. Plus, it is incredibly easy to use and manage.
Dylan Hoback
Accu-Tube
“My Praxie analytics software transformed our operations, enabling data-driven decisions and streamlining our manufacturing process.
Jason Carpenter
Environmental Pest Management
“With Praxie, I found a way to take what was in documents and spreadsheets and provide my team with a visual application environment to drive our strategy with full accountability.
Elizabeth Pridham
Perfection Fresh
“Praxie dramatically improved our process through digital transformation. We now have visibility and can drive decisions at a fraction of the time.
Scott Russell
NUCOR Vulcraft
“I would heartily recommend the Praxie team to any organization seeking to seriously undertake a lasting and successful innovation process.
Mike Bainbridge
Dover Food Retail
“Our MFG Ops application greatly improved our daily management initiatives. It is easy to see how we are doing, identify issues, and track improvements—no matter where we sit.
Jeff Piotrowicz
ChemLink
“With Praxie we've created a way to report on complex projects that gives management full visibility. Executives have visibility to projects, assignments, and more at their fingertips.
Maureen Thompson
American Nurses Association
“Our Praxie App makes it easy to track progress on strategic objectives across the organization and includes an executive-level dashboard with real-time reports to the board on key initiatives.
Tom Anderson
Springfield Armory
“Praxie is used every day to track and analyze every aspect of production, quality, safety, and more. We improved quality by 10%.
Peggie Pelosi
Innovators Alliance
“Almost overnight, Praxie created a customized solution for our 100 member organizations across Canada to drive strategy and innovation.
Kate Merton
Anthem
“Praxie's innovation solution stood out from other options because it can be customized so quickly to fit our exact process requirements. Plus, it is incredibly easy to use and manage.



































Inventory Management Is Complex - AI Can Help
Stop fighting stockouts, excess inventory, and disconnected spreadsheets. Praxie’s AI-powered inventory management brings demand, supply, purchasing, production, warehouse activity, and inventory policies into one secure, shared workspace. With real-time visibility, predictive alerts, and AI-driven recommendations, teams can rebalance inventory, protect service levels, and reduce working capital tied up in stock.
Inventory is not a simple count of what is on the shelf. It is a living system where demand, supply, lead times, quality, and policies constantly change.
Instead of a feature dump, Praxie organizes inventory capabilities around the real work supply chain, materials, warehouse, and operations teams need to accomplish every day.
Unify inventory data across ERP, WMS, spreadsheets, suppliers, and locations so teams know what they have and where it is.
Use AI to right-size inventory by comparing demand, lead times, service levels, usage patterns, and carrying costs.
Detect shortages early, prioritize replenishment, and trigger the right actions before missing materials disrupt production or customers.
Turn inventory history, exceptions, counts, supplier performance, and AI recommendations into repeatable improvement actions.
A simplified view of how manufacturers move from spreadsheet-based inventory tracking to connected AI inventory management that improves visibility, reduces shortages, lowers excess stock, and helps teams act before problems disrupt operations.
Manual updates, reconciliations, and spreadsheet reviews drop dramatically.
Inventory levels align more closely to actual demand and usage.
Better forecasting and alerts reduce material shortages.
Earlier supplier risk visibility supports faster action.
Cash is freed by reducing excess, obsolete, and slow-moving stock.
More reliable material availability improves production and customer commitments.
A simple view of the inventory management landscape — and why Praxie delivers more visibility, automation, and agility for manufacturers and supply chain teams.
Clear answers to the most common questions manufacturers and supply chain teams ask when moving from manual inventory tracking and static reorder rules to adaptive AI-powered inventory management.
Answer: The AI analyzes demand signals, supplier performance, lead times, stock levels, usage patterns, and exceptions to recommend smarter reorder points, safety stock levels, and replenishment actions. Recommendations are explainable, so teams can see why inventory changes are suggested and stay in control.
Answer: Yes. AI-powered inventory management helps balance service levels and working capital by identifying where inventory is too low, too high, slow-moving, obsolete, or at risk. Instead of relying on static rules, the system adapts as demand, lead times, and supply conditions change.
Answer: A significant amount. The AI automates inventory monitoring, exception detection, reorder recommendations, shortage alerts, and prioritization, helping teams spend less time reconciling spreadsheets and more time acting on the inventory issues that matter most.
Answer: The system continuously recalculates inventory risk and recommended actions. When demand spikes, lead times slip, or production priorities shift, the AI flags the impact, updates replenishment recommendations, and helps prevent shortages before they disrupt operations.
Answer: Yes. Spreadsheets and static ERP reports often show what happened after the fact. AI-powered inventory management is more dynamic, predictive, and exception-driven, giving teams live visibility into inventory risk, root causes, and recommended next actions.









